想要更直观地感受曲水 当地 无缝管高压合金钢管精选好货产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:曲水曲水 当地 无缝管高压合金钢管精选好货的图文介绍


45、40Cr等中碳钢制成的无缝管用来制造机械零件,如汽车、拖拉机的受力零件。一般用无缝钢管要保证强度和压扁试验。热轧钢管以热轧状态或热处理状态交货;冷轧以热处理状态交货。 热轧,顾名思义,轧件的温度高,因此变形抗力小,可以实现大的变形量。以钢板的轧制为例,一般连铸坯厚度在230mm左右,而经过粗轧和精轧,终厚度为1~20mm。同时,由于钢板的宽厚比小,尺寸精度要求相对低,不容易出现板形问题,以控制凸度为主。对于组织有要求的,一般通过控轧控冷来实现,即控制精轧的开轧温度、终轧温度.圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。



无缝管生产工艺 1、荒管(管坯): 生产所用的不锈钢圆管坯原料称之为荒管。 2、切管: 生产不锈钢管时需将头、尾切除,包括投料时对荒管两头的平头、中间品的切断及成品定切。在切钢管时会产生钢管的废料。 3、酸洗、去油: 对不锈钢管表面因高温加热后产生的氧化铁皮进行去除,从而达到生产钢管的要求及成品要求。工程用酸为混酸(HNO3+HF)。 4、检验修磨: 对不锈钢无缝钢管的缺陷进行检查修磨,把不利的缺陷清除干净。 5、冷拔(轧): 对钢管进行变形达到所需要的规格,生产不同规格的钢管需经过多道次来回的酸洗、固溶处理。 6、固溶: 不锈钢无缝管经过冷拔(轧)后产生了金属加工硬化。为了消除加工硬化便于再加工,因此,要经过固溶处理将其破碎的晶粒恢复。同时,也是对成品钢管的机械性能予以保证。 7、矫直: 经固溶(退火)处理后的钢管因热变形产生钢管弯曲,为达到钢管出厂直度标准要将钢管调直。 8、润滑: 钢管在冷拔加工前,为了在变形过程中钢管金属与拔管模金属不直接产生摩擦,因而在钢管的内外表面涂上一层由高温纳基脂+石灰配制而成的润滑剂经烘干,以形成一层隔离层。

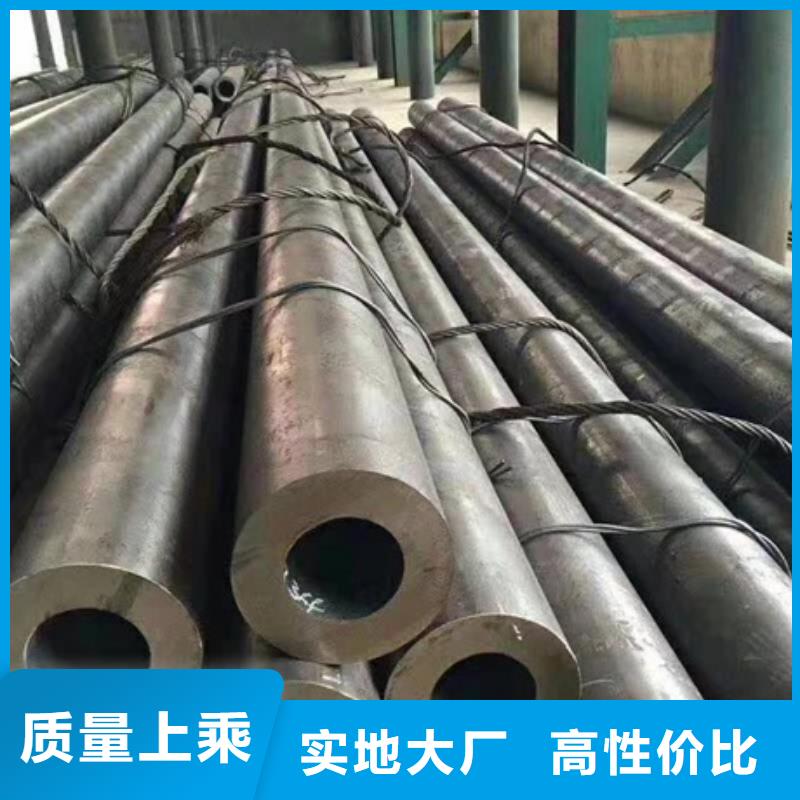
无缝管是一种具有中空截面、周边没有接缝的圆形,方形,矩形钢材。无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。无缝钢管具有中空截面,大量用作输送流体的管道,钢管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,是一种经济截面钢材,广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等。 无缝钢管的规格用外径*壁厚毫米数表示。无缝钢管分热轧和冷轧(拨)无缝钢管两类。 热轧无缝钢管分一般钢管,低、中压锅炉钢管,高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、地质钢管和其它钢管等。冷轧(拨)无缝钢管除分一般钢管、低中压锅炉钢管、高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、其它钢管外,还包括碳素薄壁钢管、合金薄壁钢管、不锈薄壁钢管、异型钢管。热轧无缝管外径一般大于32mm,壁厚2.5-75mm,冷轧无缝钢管外径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高。


无缝管的规格通常用外径*壁厚(单位:mm)表示。无缝钢管按生产方法可分为热轧无缝钢管和冷轧(拨)无缝钢管两大类。热轧无缝钢管分一般钢管,低中压锅炉钢管,高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、地质钢管和其它钢管等。冷轧(拨)无缝钢管除分一般钢管、低中压锅炉钢管、高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、其它钢管外,还包括精密钢管、碳素薄壁钢管、合金薄壁钢管、不锈钢薄壁钢管、异型钢管等。热轧无缝管外径一般大于32mm,壁厚2.5-75mm,冷轧无缝钢管外径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高。在管道工程中,管径超过57mm时,常选用热轧管,管径小于57mm时常用冷拔(轧)管。



艾斯特钢材有限公司严格执行质量管理体系标准。 公司研发设计生产出的 无缝钢管、产品,品质,品味,满足不同消费群体的个性需求,在内地许多城市设立多个分公司和办事处, 无缝钢管、产品畅销全国各大城市,欧美等全球地区。
艾斯特钢材有限公司全体员工将一如既往,锐意进取,以优良品质,以朴质诚信的心胸与各界朋友真诚合作,互利共赢。


镀锌钢管的焊接需要注意哪些事情?下面无缝钢管厂家小编就来为大家讲一下 一、前提就要打磨 但是必须把焊接处的镀锌层打磨掉,否则会产生气泡、沙眼、假焊等。还会使焊缝变脆,刚性下降。 二、镀锌钢的焊接特点 镀锌钢一般是在低碳钢外镀一层锌,镀锌层一般在20um厚。锌的熔点在419°C,沸点908°C左右。在焊接中,锌熔化成液体浮在熔池表面或在焊缝根部位置。锌在铁中具有较大固溶度,锌液体会沿晶界深入浸蚀焊缝金属,低熔点锌形成“液体金属脆化”。 同时,锌与铁可形成金属间脆性化合物,这些脆性相使焊缝金属塑性降低,在拉应力作用下而产生裂纹。 如果焊接角焊缝,尤其是T形接头的角焊缝容易产生穿透裂纹。镀锌钢焊接时,坡口表面及边缘处的锌层,在电弧热作用下,产生氧化、熔化、蒸发以至挥发出白色烟尘和蒸汽,极易引起焊缝气孔。 由于氧化而形成的ZnO,其熔点较高,约1800°C以上,若在焊接过程中参数偏小,将引起ZnO夹渣,同时。由于Zn成为脱氧剂。产生FeO-MnO或FeO-MnO-SiO2低熔点氧化物夹渣。其次,由于锌的蒸发,挥发出大量的白色烟尘,对人体有刺激、伤害作用,因此,必须把焊接处的镀锌层打磨处理掉。 三、焊接工艺控制 镀锌钢的焊前准备与一般的低碳钢是相同的,需要注意的是要认真处理好坡口尺寸和附近的镀锌层。为了焊透,坡口尺寸要适当,一般60~65°,要留有一定的间隙,一般为1.5~2.5mm;为了减少锌对焊缝的渗透,在焊之前,可将坡口内的镀锌层清除以后再焊。 在实际监理工作中,采用了集中打坡口,不留钝边工艺进行集中控制,两层焊接工艺,减少了未焊透的可能性。 焊条应根据镀锌管的基体材质选用,一般低碳钢由于考虑易操作性,选用J422较为普遍。 焊接手法:在焊多层焊的 层焊缝时,尽量使锌层熔化并使之汽化、蒸发而逸出焊缝,可大大减少液体锌留在焊缝中。








 扫一扫
扫一扫